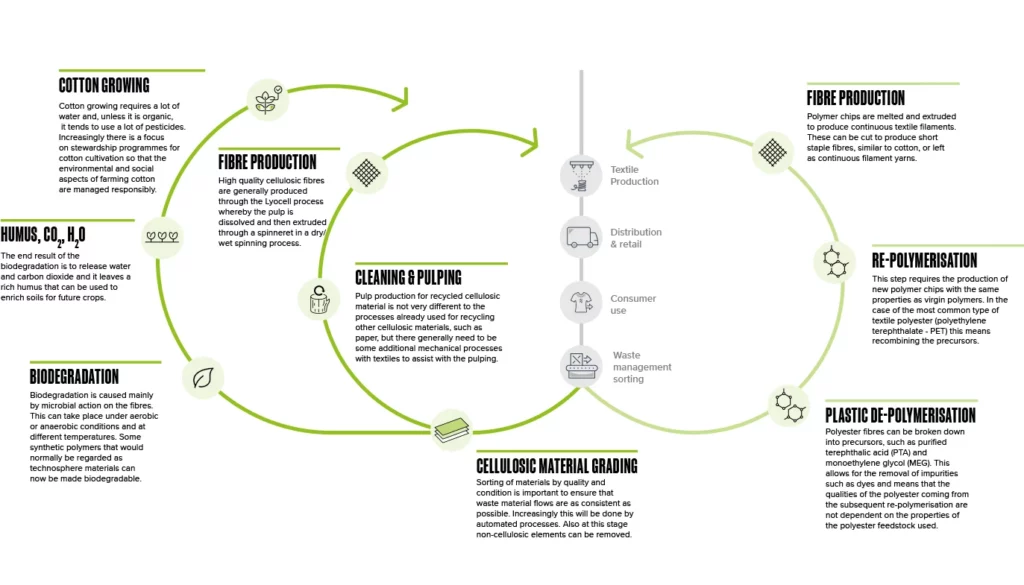



 As an example, Coats EcoCycle is a ground breaking water dissolvable thread concept that helps facilitate end-of-life recycling when washed at 95°C. Whilst the thread maintains its quality, strength and durability during the life span of the garment, when exposed to a thermal washing process at temperatures above 95°C it allows the seam to dissolve so that non-textile and textile components can be easily separated for recycling. This product has the potential to be truly transformative in driving a circular textile economy. We are currently seeking to bring together the key industry players (e.g. brands, collectors and recyclers) to put the steps in place that are required in order for this solution to be scaled up. We are already working with our partners to explore how this might look in future.
As an example, Coats EcoCycle is a ground breaking water dissolvable thread concept that helps facilitate end-of-life recycling when washed at 95°C. Whilst the thread maintains its quality, strength and durability during the life span of the garment, when exposed to a thermal washing process at temperatures above 95°C it allows the seam to dissolve so that non-textile and textile components can be easily separated for recycling. This product has the potential to be truly transformative in driving a circular textile economy. We are currently seeking to bring together the key industry players (e.g. brands, collectors and recyclers) to put the steps in place that are required in order for this solution to be scaled up. We are already working with our partners to explore how this might look in future.
NON-TEXTILE AND TEXTILE COMPONENTS CAN BE EASILY SEPARATED FOR RECYCLING
Our Performance Materials Division is focussed on development of innovative composites solutions which support the rapidly changing application areas in telecoms infrastructure, energy pipes, automotive and sporting industries. These industries are increasingly aiming to deliver light weighting of products without loss of technical performance.
In Automotive, the industry is implementing cost effective light weighting as a means to increase fuel efficiency, delivering significant reductions in full life cycle carbon emissions.

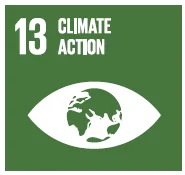
Composite solutions have many benefits for the transport industry, especially when compared to alternative materials such as metals.
They are far more lightweight therefore improving fuel efficiency, and can be engineered to be far stronger than aluminium or steel meaning that they maintain great strength relative to weight. Furthermore, they are flexible by design due to their ability to be easily moulded into complicated shapes with almost zero waste.
Coats highly innovative new technologies, Synergex™ and Lattice™, allow us to offer the industry a cost effective means to reduce weight beyond what is achievable through aluminium, magnesium and conventional carbon fibre and hybrid technologies. Synergex™ is a technology that commingles dissimilar fibres, thereby tailoring the fibre mix to the performance and cost needs of a specific application. Lattice™ is technology that allows us to place the fibre in a position and direction that is required by a specific application.
“We continue to work with our industry partners to further develop our innovations and we will lead with sustainability as the key focus in our composite expansion”
Through 2022 we continued our collaboration with a team led by General Motors, using our Lattice technologies to develop a tailored fibre-reinforced composite technology to aid development of lightweight, high performance and cost-effective structural battery enclosures for use in Electric Vehicles.
We continue to work with our industry partners to further develop our innovations and we will lead with sustainability as the key focus in our composite expansion, exploring future opportunities in thermoplastics, wind, hydrogen storage and EV technologies.
“Texon and Rhenoflex produce sheet materials or individual pieces that are largely undyed as they are hidden in the shoe construction”
 During the acquisition processes for Texon and Rhenoflex we spend a lot of time assessing their sustainability strategies and performance and comparing it to Coats. Coats main business is producing threads and dyeing is the major process in terms of sustainability impact. Texon and Rhenoflex produce sheet materials or individual pieces that are largely undyed as they are hidden in the shoe construction. The core processes are producing synthetic or cellulosic sheets and impregnating or coating them, or using additive manufacturing techniques to produce sintered individual reinforcement pieces. Water use is far less intensive than in the Coats processes. Energy use is significant and is more geared towards Scope 1 heat energy than is the case for Coats.
During the acquisition processes for Texon and Rhenoflex we spend a lot of time assessing their sustainability strategies and performance and comparing it to Coats. Coats main business is producing threads and dyeing is the major process in terms of sustainability impact. Texon and Rhenoflex produce sheet materials or individual pieces that are largely undyed as they are hidden in the shoe construction. The core processes are producing synthetic or cellulosic sheets and impregnating or coating them, or using additive manufacturing techniques to produce sintered individual reinforcement pieces. Water use is far less intensive than in the Coats processes. Energy use is significant and is more geared towards Scope 1 heat energy than is the case for Coats.
Operational emissions reduction through energy efficiencies and transition to renewables is a high priority for both businesses. Material transition is a major area of focus and is well advanced in both companies. People-related issues are very similar to those in Coats.
Our conclusion from this review is that both acquired companies have a very similar approach to sustainability as Coats, and that while the balance of material issues varies between the entities the new acquisitions can be easily integrated into the Coats sustainability strategy framework.

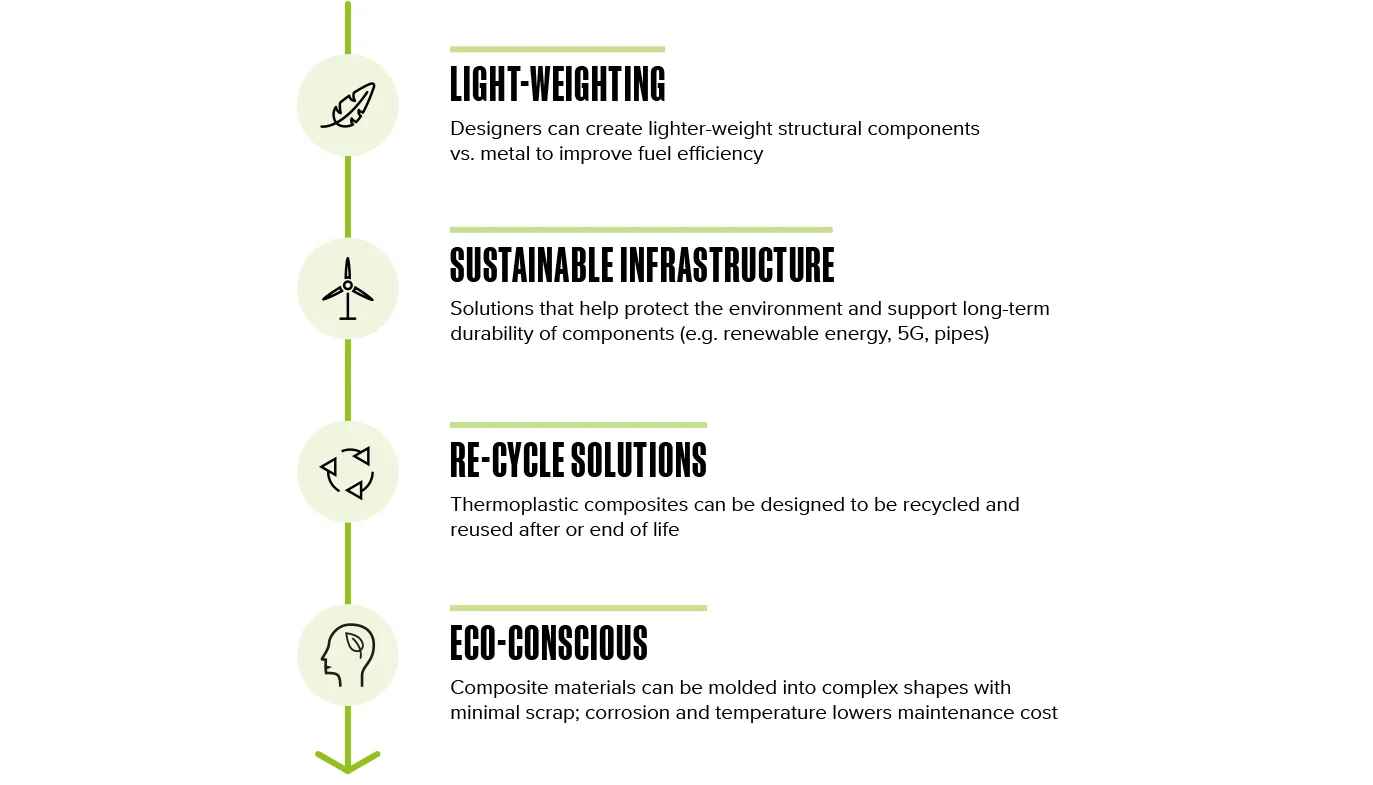
With RhenoprintTM the customary punching and cutting of sheet product become obsolete. This unique production process features a 50% lower CO2 footprint than traditional comparable processes. The resource-efficient, waste-free process continues to be state-of-the-art to this day, however our teams have delivered further innovations and developed the next generation of Rhenoprint™, which we market as Multizone.
Our recently acquired business, Texon has had a long standing commitment to diversifying its raw materials base and today source 70% of their polyester fibre from renewable sources. This transition towards eco materials has significantly lowered the CO2 impact of their footwear components product portfolio as well as helping to keep our natural environment free of potential pollution.
Over the last 18 months, the team has worked hard, in conjunction with their supply chain partners to validate new recycled alternatives, in particular for low fibre melt and spun lace backers.